 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
软塑包装件密封性能如何测试
2016-04-22 10:37:22 来源:济南普创机电有限公司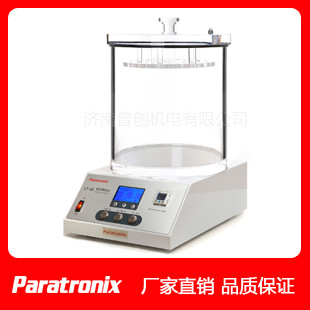 软包装件密封性能试验方法1主题内容与适用范围
软包装件密封性能试验方法1主题内容与适用范围
本标准规定了软包装件密封性能的试验方法。
本标准适用于各种材料制成的密封软包装件试验。
2试验目的
本标准可用作以下目的之一的试验:
a.比较和评价软包装件的密封工艺及密封性能;
b.为确定软包装件密封性能的技术要求提供有关依据;
c.试验经跌落、耐压等试验后软包装件的密封性能等。
3术语
3.1软包装件
需具有密封性能的软包装件,其所用包装材料不得有各种针孔、裂口及封口处未封和开封等影响密封性能的缺陷。
3.2密封性能
软包装件防止其他物质进入或内装物逸出的特性。
4试验原理
4.1方法一
此方法用于在水的作用下,外层材料的性能在试验期间不会显著降低的包装件,如外层采用塑料薄膜的包装件。
通过对真空室抽真空,使浸在水中的试样产生内外压差,观测试样内气体外逸或水向内渗入情况,以此判定试样的密封性能。
4.2方法二
此方法用于在水的作用下,外层材料的性能在试验期间会显著降低的包装件,如外层采用纸质材料的包装件。
方法二分A、B两种方法,仲裁检验用方法A。
4.2.1方法A
将试样内充入试验液体,封口后将试样置于滤纸上,观察试验液体从试样内向外的泄漏情况。
4.2.2方法B
通过对真空室抽真空,使试样产生内外压差,观测试样膨胀及释放真空后试样形状的恢复情况,以此判定试样的密封性能。
5试验装置
试验装置应包括以下部分:
5.1真空室:由透明材料制成的能承受100 kPa压力的真空容器和密封盖组成。
真空容器用于盛放试验液体和试验样品;密封盖用于密封真空室。抽真空时,密封盖应能保证真空室的密闭性。
试验时,真空室内所能达到的*大真空度应不低于95 kPa,并能在30~60 s由正常大气压力达到该真空度。
5.2试样夹具:用于将试样固定在真空室内的试验液体中,其材质和形状不得对试样性能和试验观测造成影响。
5.3管路:包括与真空源相连的真空管和与大气相通的排气管。两者均应配有阀门。
5.4真空表:用于测量真空室内真空度,其准确度不得低于1.5级。
5.5控制装置:包括抽真空开关、真空度调节装置、进气阀门等。
6试验样品
6.1试样应是具有代表性的装有实际内装物或其模拟物的软包装件。
6.2同一批(次)试验的样品数量可根据样品的价值、尺寸、特性及试验目的确定。一般不少于3件。
7试验条件
本标准规定的试验应在正常环境条件的试验室内进行。
8试验步骤
8.1方法一
8.1.1在真空室内放入适量的蒸馏水,将试样固定在试样夹具上,再将其浸入水中。此时,试样的顶端与水面的距离不得低于25 mm。
注:只要保证在试验期间能观察到试样的各个部位的泄漏,一次可以试验2个或更多的试样。
8.1.2盖上真空室的密封盖,关闭排气管阀门,再打开真空管阀门对真空室抽真空。将其真空度在30~60 s调至下列数值之一:20、30、50、90 kPa等。到达一定真空度时停止抽真空,并保持该真空度 30 s。
所调节的真空度值根据试样的特性(如所用包装材料、密封情况等)或有关产品标准的规定确定。但不得因试样的内外压差过大使试样发生破裂或封口处开裂。
8.1.3观测抽真空时和真空保持期间试样的泄漏情况,视其有无连续的气泡产生。单个孤立气泡不视为试样泄漏。
8.1.4打开进气管阀门,使真空室与大气相通,打开密封盖,取出试样,将其表面的水擦净,开封检查试样内部是否有试验用水渗入。
8.2方法二
8.2.1方法 A
8.2.1.1将试样中内装物取出,并将试样内部擦净。
8.2.1.2将试验液体(与滤纸有明显色差的着色水溶液)倒入试样内,并将口部封好。
8.2.1.3将试样在滤纸上放置 5 min以上,观察试验液体从试样内向外泄漏情况。然后翻转试样,对其另一面进行试验。
8.2.2方法 B
8.2.2.1将试样放入真空室,盖上真空室密封盖,关闭进气管阀门。
8.2. 2. 2打开真空管阀门对真空室抽真空,将其真空度在30~60s调至下列数值之一:20、30、50、90 kPa等。到达一定真空度时停止抽真空,并将该真空度保持下列时间之一:3、5、8、10 min等。
所调节的真空度值和真空度保持时间根据试样的特性(如所用包装材料、密封情况等)或有关产品标准规定确定。但不得因试样的内外压差过大而使试样破裂或封口处开裂。
8.2.2.3打开进气管阀门,迅速将真空室内气压恢复至常压,同时观察试样形状是否恢复到原来形状。
9试验结果评定
9.1方法一
若试样在抽真空和真空保持期间无连续的气泡产生及开封检查时无水渗入,则该试样合格,否则为不合格。
9.2方法二
9.2.1方法 A
若无试验液体向外泄漏,则试样合格,否则为不合格。
9.2.2方法 B
迅速恢复真空室内压力时,若试样能恢复到原来形状的,则该试样合格,否则为不合格。
10试验报告
试验报告应包括以下内容:
a.包装件所用材料及密封方法;
b.采用的试验方法;
c.试样在按本标准试验前,业已经受的任何其他试验及其结果说明;
d.试验设备;
e.试样数量;
f.真空室内保持的真空度数值及保持时间;
g.试验时,所观测到的试样发生的各种现象记录;
h.试验评定结果;
i.其他必要的说明。
备注:以上试验方法内容引自GB/T15171-1994软塑包装件密封性能试验方法。
对于软塑包装件测试其密封性能涉及的行业较为广泛,现将部分行业列举如下:
食品行业:如方便面、饼干、面包、奶粉、矿泉水、可乐等的包装件;
制药行业:如铝塑泡罩、塑料瓶、塑料袋等包装形式;
日化行业:湿巾等包装形式;
此外还涉及包装、电子等行业。
常用的测试仪器为LT-02密封试验仪,该仪器由济南普创机电有限公司自主研发生产,除了满足标准中规定的要求之外,LT-02密封试验仪在研发生产之初,还*大化的考虑到了客户使用时的安全性及方便性:
1、 密封罐的壁厚达到15mm、底厚和盖厚达到25mm,达到同行使用密封罐的*高标准;
2、 采用金属按键,提高了仪器使用时的舒适度,同时金属按键拥有更长时间的使用寿命,避免了因按键损坏而对客户使用造成的不便;
3、 使用高清液晶显示屏,方便客户观察及使用;
4、 内置程序,客户可以根据自己实际需求设置五种不同的时间模式,同时试验开始自动倒计时,避免了试验时人工计时带来的不便;
5、 试验结束时,自动反吹卸载,提高客户使用的方便性;
6、 仪器内部气路采用*进口元器件。
此外,不同的行业依据的标准也有所不同,比如GB/T27728-2011湿巾标准、YBB00052005-2015注射用无菌粉末用卤化丁基橡胶塞标准、YBB00122002-2015口服固体药用高密度聚乙烯标准等,也都涉及到具体的密封性能测试要求,但具体的试验方法也是来参照GB/T15171-1994软塑包装件密封性能试验方法来执行。
以上内容由济南普创机电有限公司整理,希望对您的工作有所帮助,不足之处敬请批评指正,也可致电济南普创机电有限公司进行沟通交流。
上一篇:如何有效解决瓶盖开盖难的问题下一篇:剖析导管摩擦性能测试方法新发布 -
-

山东普创工业科技有限公司
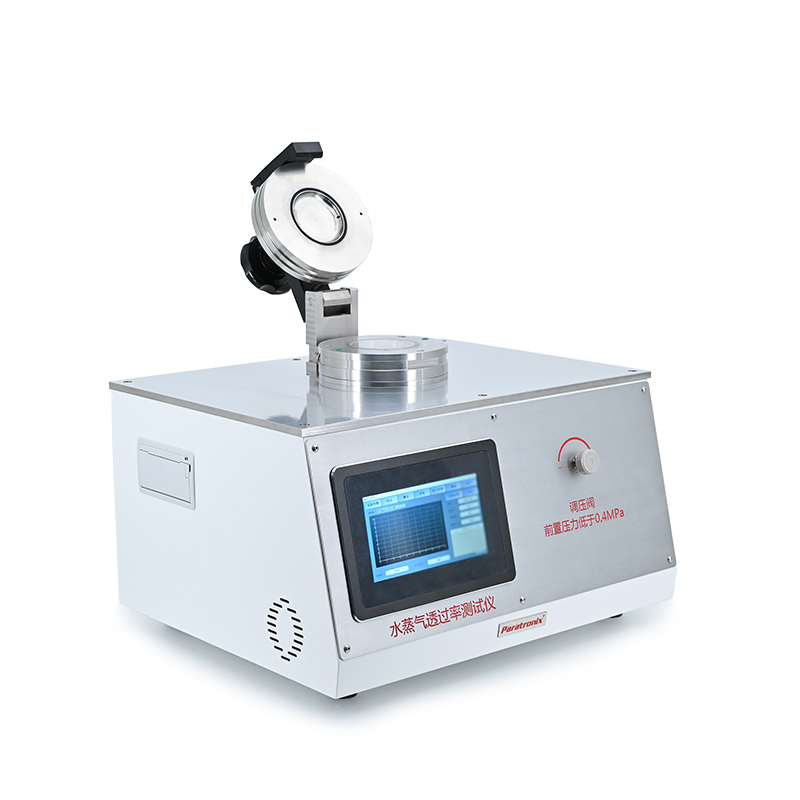
包装检测设备,密封仪,摩擦系数仪,医药包装物理性能测试仪,接骨螺钉性能测试仪,水蒸气透过率测试仪,气体透过率测试仪,包装检测设备,医药包装检测仪器
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。山东普创工业科技有限公司 电话:0531-58531949 手机:18805413275 地址: 济南市天桥区蓝翔路15号时代总部基地三期D2-105(一层)